Classic Dark Harbor 17 1/2
Contact en un clic
XPrésenté par:
SEA Marine
États-Unis
| Marque | Classic |
|---|---|
| Modèle | Dark Harbor 17 1/2 |
| Année | 2017 |
| Condition | Occasion |
| Prix | US$34 000 |
| Type | Voile |
| Classe | Daysailer-weekender (Croisière côtière) |
| Longueur | 7.87 m |
| Matériau de la coque | Bois |
| Location | Port Townsend, Washington, États-Unis |
| Longueur Hors Tout | 7.87 m |
|---|---|
| Bau | 1.91 m |
| Tirant d'eau max. | 1.3 m |
| Type de quille | enums.keel-type.kt-full |
| Déplacement | 3420 livres |
| Surface de voilure | 311 ft² |
| Type de moteur | Electrique |
|---|---|
| Marque du moteur | Torqeedo |
| Modèle de moteur | Electric Saildrive |
| Année du moteur | 2018 |
| Type d'entraînement | autre |
| Tauds |
|
|---|---|
| Appareillage Électrique |
|
| Électronique |
|
| Équipement Extérieur/Options |
|
| Architecte | B.B. Crowninshield |
|---|---|
| Fabricant | NWSWB |
Description
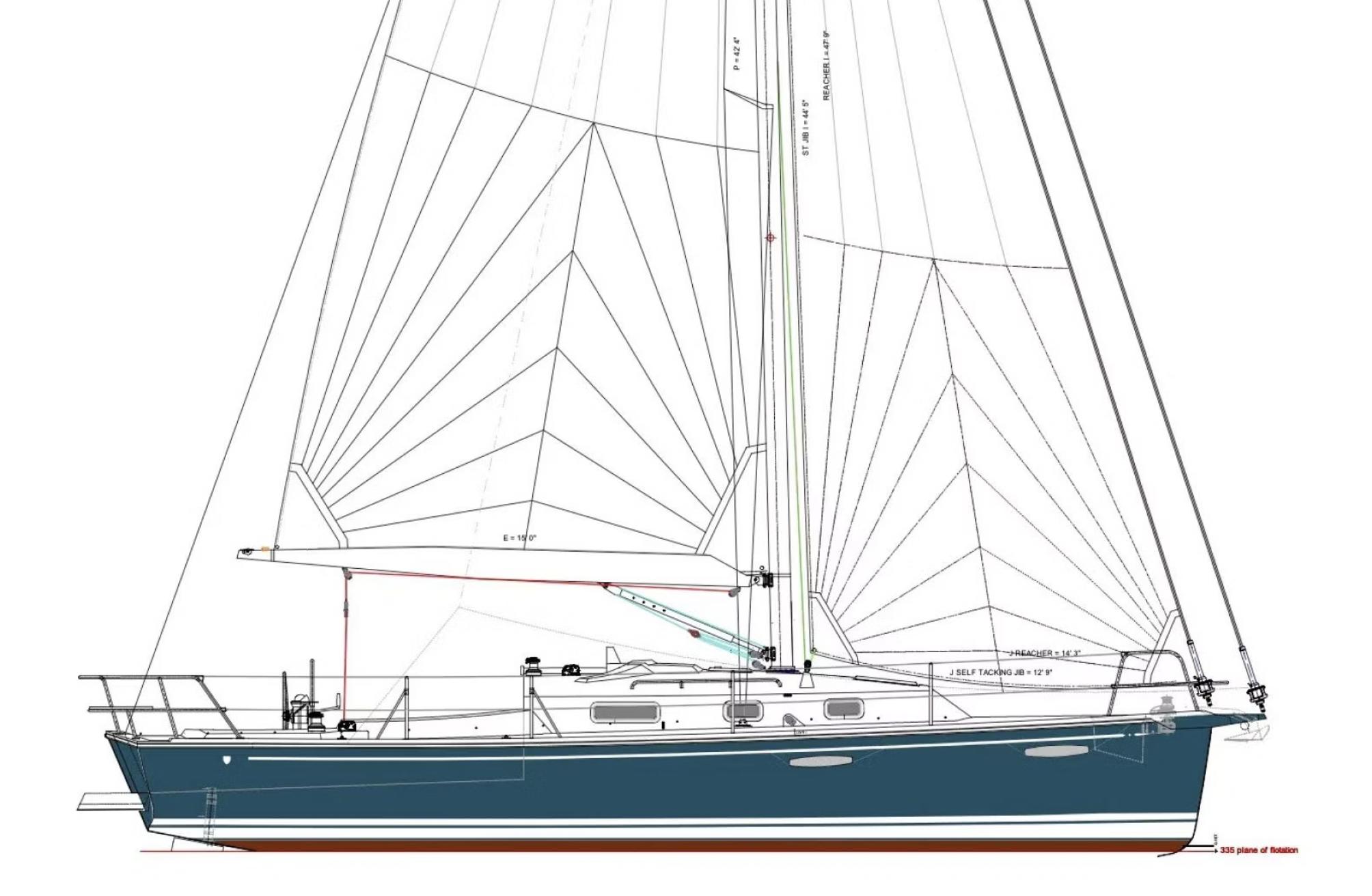
Ce magnifique Dark Harbor 17 1/2 (une référence à la longueur de la ligne de flottaison, et non à la longueur totale, LOA est de 25'10") est une manifestation nostalgique des knockabouts magnifiquement conçus et solidement construits qui ont incarné la navigation et étaient les préférés des yachtsmen il y a un siècle.
Kotimana, (mot néo-zélandais pour Chardon écossais) est à la recherche d'un nouveau propriétaire qui appréciera les lignes classiques et le gréement traditionnel que ce bateau a à offrir. Garanti de faire tourner les têtes, c'est un performer agile qui atteint rapidement sa vitesse dans une légère brise et possède deux points de ris sur son grand-voile à corne pour quand le vent se lève.
Ce bateau est équipé d'un moteur Torqeedo à saildrive entièrement électrique avec 2 batteries lithium neuves (d'une valeur de 6 000 $ !), des voiles et des housses de bateau, ainsi qu'un panneau solaire pour charger les batteries lorsqu'il est à l'ancre. Coque en cèdre rouge de l'Ouest, cadres en chêne blanc, voiles en excellent état. Le package comprend des accessoires en bronze sur mesure de PT Foundry partout.
Une véritable perle que vous devez voir pour apprécier ! Situé à Point Hudson, Port Townsend, emplacement #31.
Inventaire de voiles
Gréement en gaffel avec grand voile, foc, foc de tempête, grand voile de gaffel
Construire un Dark Harbor 17 1/2
Construire un Dark Harbor 17 1/2 | Partie 1 Adopter des méthodes alternatives pour la structure de la coque et du pont par Sean Koomen
KOTIMANA, un Dark Harbor 17 1⁄2, a été construit à l'École du Nord-Ouest de construction de bateaux en bois à Port Hadlock, Washington, pour le marin néo-zélandais Kere Kemp, qui a étudié la construction de bateaux à l'école.
“Ses lignes chantaient pour moi,” dit Kere Kemp de son rêve de posséder un jour un Dark Harbor 17 1⁄2, le jour de voilier emblématique conçu par l'architecte naval américain B.B. Crowninshield en 1908. “J'aimais les lignes classiques, à l'ancienne, la quille pleine, le virage prononcé de la cale, le gréement en gaffe…. C'est un bateau relativement petit mais un véritable classique.”
Kemp n'est pas seul à admirer ces lignes. Des membres de la flotte actuelle peuvent être trouvés en train de tendre leurs voiles et d'attirer les regards non seulement sur les deux côtes des États-Unis mais aussi d'Europe au Pacifique Sud. Cet article décrit comment nous avons construit le Dark Harbor 17 1⁄2 de Kemp, KOTIMANA, avec un équipage de 16 étudiants à l'École du Nord-Ouest de construction de bateaux en bois à Port Hadlock, Washington, où je suis l'instructeur principal. Kemp connaissait bien l'école, ayant étudié la construction traditionnelle de bateaux en bois avec nous et diplômé de la promotion de 2016. “Je savais que la qualité de la construction serait superbe,” dit Kemp, “et que le design, le lofting et la construction seraient un véritable défi et un véritable succès auprès des étudiants pendant les deux années nécessaires à la construction.”
En commençant par le lofting en janvier 2017, j'ai dirigé la première phase de construction avec un équipage de 10 étudiants (six autres ont rejoint plus tard). Chacun avait absorbé les leçons d'un intense cours d'introduction de trois mois appelé Projets de Début. Cela comprenait un mois de menuiserie et de pratique des outils à main, un mois de dessin et de lofting, et trois semaines à construire un skiff à fond plat. Leur transition du “flattie” aux formes complexes du Dark Harbor a été un défi—et mon défi était de garder tous les étudiants occupés sur un projet de construction de bateau de 25′.
Dès la première semaine, nous avons lofté les lignes de la coque, construit le strongback, laminé les poutres de pont et façonné le tableau arrière. En d'autres termes, dès le premier jour, le projet a décollé dans toutes les directions.
Nous avons construit la coque et le pont simultanément, sur deux gabarits séparés. Nous avons dérivé les formes des moules pour les deux gabarits à partir du lofting.
Les moules pour la coque ont été installés pour une construction à l'envers, comme le montre la photo 1, ce qui simplifie le travail de bordage. Nous avons construit les moules en pin de 3⁄4″ d'épaisseur, avec des bords biseautés à la forme de la coque. Les moules situés à l'avant du milieu de la coque ont été installés avec leurs faces arrière alignées avec leurs lignes de station correspondantes ; pour ceux situés à l'arrière du milieu de la coque, les faces avant étaient alignées avec les lignes de station.
Un deuxième ensemble de moules, composé de moules partiels référencés à la ligne de flottaison de charge, a été installé à l'endroit sur le sol pour fournir le meilleur accès à la construction de la structure du pont après que nous ayons déplacé la planche de lofting, comme le montre la photo 1A. Ces moules étaient à parois droites, puisque la seule partie des moules recevant des pièces de coque touchait le serre-joint et les étagères de poutres. Nous les avons découpés pour recevoir les serre-joints cintrés à la vapeur à des angles dérivés du lofting. Nous avons également découpé une encoche dans chaque moule pour indexer l'étagère de poutre.
Le processus de fabrication des moules a donné aux étudiants beaucoup d'expérience dans la traduction du lofting de deux dimensions en trois et a aidé à établir le rythme rapide et efficace du projet. Cela a également aidé les étudiants à développer un œil pour la précision et le détail, posant les bases de l'artisanat.
Cette approche était évidente même dans les détails les plus simples. Nous avons courbé les côtés du strongback pour la coque, par exemple, pour correspondre à la courbure en plan de la coque, et nous les avons placés à 6″ à l'intérieur des côtés pour minimiser les obstructions pendant la construction, comme visible sur la photo 1.
Alors qu'une paire d'étudiants peaufine le strongback, une autre paire loftait les lignes de la coque. Nous avons utilisé le lofting pour fabriquer des moules de construction pour la coque, en utilisant des feuilles de Mylar pour transférer les formes au stock de moules, comme montré. (Pour plus d'informations sur le lofting, voir WoodenBoat Nos. 110–111 et mon article sur le lofting des tableaux arrière dans WoodenBoat No. 257.) À mesure que chaque moule était terminé, il était installé dans son alignement correct sur le strongback.
La feuille de Mylar, qui est tracée à partir du lofting, est drapée sur la pièce afin que les lignes puissent être directement transférées au stock de moules, en utilisant des épingles à pousser comme montré. (Pour plus d'informations à ce sujet, voir “La méthode Prothero” dans WoodenBoat No. 249.) Pour la plus grande précision, nous transférons toutes les lignes nécessaires pour fabriquer les moules sur une seule feuille de Mylar pour nous assurer qu'elles référencent toutes la même ligne centrale et les lignes de flottaison.
Pendant ce temps, d'autres étudiants ont fabriqué des modèles et des pièces pour la quille—qui sont montrées ici—ainsi que celles pour la proue et le tableau arrière. Une fois ces pièces terminées, elles ont été installées sur les moules et fixées avec des boulons en bronze au silicium. La quille en planche cintrée pour le Dark Harbor a été façonnée à partir de l'acajou du Honduras. Dans la construction originale, les planches de garboard s'adaptaient directement au bois de quille.
Sur la recommandation d'autres constructeurs de Dark Harbor, nous avons choisi d'ajouter un tablier de quille, ou quille intérieure, également en acajou. Cela a aidé à renforcer l'assemblage de la colonne vertébrale et à augmenter le soutien pour les bords intérieurs et les fixations des garboards. Les deux pièces ont été assemblées, courbées sur les moules, et finalement boulonnées à travers les bois de plancher. En fin de compte, cette structure a également amélioré le soutien pour la quille fin et le lest.
Sur cette photo, les étudiants marquent les emplacements des moules sur le tablier de quille. (Le bois de quille est visible à sa gauche.) Ces emplacements ont été dérivés en courbant une latte en place sur les moules à la ligne centrale puis en marquant les emplacements des moules directement sur la latte. Ensuite, en plaçant la latte à plat sur le stock de tablier de quille (et plus tôt pour la quille) donne l'espacement des stations “réel” et “étendu” le long de la longueur des pièces. (Les autres longues pièces montrées à gauche sont le stock brut pour les serre-joints.)
En planifiant à l'avance pour simplifier l'installation des bois de plancher en acajou du Honduras et des cadres en chêne blanc, les étudiants ont utilisé des moules à marches, qui sont peu courants.
Typiquement, les constructeurs de bateaux dans le Nord-Ouest Pacifique fabriquent des moules en commençant par une forme sectionnelle à partir du plan des lignes loftées, qui est à l'extérieur de la coque, puis en déduisant de cette forme l'épaisseur du bordage, l'épaisseur des cadres et l'épaisseur des lattes longitudinales sur lesquelles les cadres sont cintrés à la vapeur. Les déductions assurent que l'extérieur de la coque finie correspondra exactement aux lignes du designer.
Nos moules à marches ont déduit ces épaisseurs (y compris les lattes) partout sauf au niveau des bois de plancher, où nous avons déduit uniquement l'épaisseur du bordage. Cela crée une transition—un “pas”—dans la courbe du bord extérieur de chaque moule. Les pas de chaque côté de chaque moule correspondent aux extrémités extérieures de son bois de plancher correspondant, comme déterminé à partir des détails de construction loftés. Les bois de plancher sont notoirement complexes à fabriquer, donc les moules à marches ont permis un meilleur accès, rendant le travail de modélisation, de façonnage et d'installation de chacun des bois de plancher du bateau—32 d'entre eux dans le cas du Dark Harbor 17 1⁄2—très simple.
Après que les moules aient été érigés et que l'assemblage de la quille ait été courbé en place, nous avons ajouté trois lattes de douglas sur chaque côté entre la quille et les extrémités extérieures des bois de plancher, comme le montrent les pas dans les moules. Étant donné que les emplacements des moules ont été choisis pour rester dégagés des bois de plancher et des cadres, nous avions de la place pour boulonner plus tard les talons de cadre aux planchers pendant que l'accès était facile.
L'angle pour le bord supérieur de chaque bois de plancher a été pris à partir du lofting, tout comme l'angle pour le bord s'accouplant à la quille. Les modèles pour les “ailes” des bois de plancher ont été pris directement de la quille et des lattes. Le stock de modèle a été temporairement fixé à la quille à l'aide de petits supports en bois. Avec les modèles mis à la verticale, tous les angles pour les bois de plancher pouvaient alors être mesurés à l'aide d'un gabarit d'angle.
L'accès était tel qu'une demi-douzaine d'étudiants pouvaient modéliser et façonner les bois de plancher en acajou du Honduras simultanément. Un dernier détail était de couper des trous de drainage dans les bois de plancher avant leur installation finale. Ici, les fixations temporaires à travers la quille dans les planchers sont visibles ; elles ont été remplacées plus tard par des boulons en bronze au silicium à travers la quille, le tablier et les bois de plancher.
Alors que la moitié des étudiants travaillaient à modéliser et installer les bois de plancher, un autre groupe construisait les moules et mettait en place le gabarit pour la construction du pont. Étant donné que chacun de ces moules n'aurait à soutenir le pont que depuis le serre-joint jusqu'en haut, leurs bords inférieurs ont été découpés pour correspondre à la ligne de flottaison de charge, les rendant beaucoup plus simples et rapides à construire que les moules de coque. La ligne de flottaison de charge a été choisie comme point de coupure afin que la structure du pont puisse être construite à une hauteur de travail pratique. Les pièces lourdes à l'intérieur du gabarit sont des lattes fixées aux traverses pour renforcer le gabarit et le maintenir dans le bon alignement.
Avec les moules de pont terminés, une équipe s'est mise au travail pour modéliser et façonner les serre-joints en mélèze occidental et les étagères de poutres, mesurant directement à partir des moules de pont. Le mélèze se plie magnifiquement, ce qui en fait un bois idéal pour cet usage. Les serre-joints ont été installés en premier, et des supports temporaires en contreplaqué à chaque moule, visibles sur la photo, ont ajouté du soutien, surtout à l'arrière, où la torsion était sévère. Ces supports ont dégagé le chemin pour le façonnage des étagères de poutres, qui ont été boulonnées verticalement aux serre-joints.
Le design original de Crowninshield prévoyait un seul serre-joint à bord perpendiculaire de chaque côté. Nous avons ajouté à cela une étagère de poutre horizontale au-dessus du serre-joint (voir “La méthode Prothero,” WB No. 249). Cela a non seulement ajouté de la rigidité structurelle au pont mais a également permis une installation plus efficace des poutres de pont, comme montré ci-dessous. Étant donné que le pont devrait finalement être joint à la coque, une fausse proue et un faux tableau arrière correspondant aux dimensions des réels ont été inclus pour donner des mesures précises pour les angles et la longueur. Alors que les serre-joints et les étagères de poutres étaient ajustés à la fausse proue et au tableau arrière, le pont et la coque ont atteint des jalons simultanés : le pont était prêt pour les poutres de pont et la coque était prête pour les cadres.
Avec tous les bois de plancher installés et les ajustements finaux effectués sur la configuration de la coque, les lattes restantes—plus une lourde latte de mélèze occidental par côté, visible ici au tournant de la cale—ont été installées. La position des lattes de cale, qui sont permanentes, a été déterminée à partir du lofting. Notez également que les derniers boulons en bronze au silicium pour la quille, le tablier et les bois de plancher ont été installés ici.
Après avoir affiné l'assemblage de la colonne vertébrale, les étudiants ont ensuite installé les cadres. Au cours de deux heures et demie, 10 étudiants ont cintré à la vapeur et installé plus de 70 cadres en chêne blanc. Leur méthode était efficace : les cadres de 7⁄8″ × 7⁄8″ étaient cintrés par paires—un de chaque côté, pour être installés simultanément. Les talons de cadre ont d'abord été insérés sous les trois lattes utilisées pour modéliser les bois de plancher, comme visible sur la photo à gauche, puis cintrés sur le reste des lattes.
Les cadres ont d'abord été fixés en place ; après qu'ils aient refroidi, les pinces ont été retirées et remplacées par des attaches en plastique. Nous avons eu quelques ruptures de cadre, surtout dans le rayon serré du tournant de la coque à l'arrière. Mais les étudiants ont persévéré, les cadres cassés ont été jetés et remplacés, et tout le travail s'est bien déroulé. Un dernier détail était de couper les talons de cadre 3⁄4″ plus courts que le tablier de quille pour créer des limbes pour le drainage de l'eau.
Après le montage des cadres, les étudiants ont tracé la coque pour le bordage en cèdre rouge occidental de 3⁄4″ d'épaisseur. Le bordage de la coque à l'envers est beaucoup plus facile qu'à l'endroit, et huit étudiants ont commencé à façonner et à modeler leurs planches simultanément, deux du garboard vers le haut après avoir retiré les trois lattes les plus intérieures de chaque côté, et deux du bord vers le bas, des deux côtés.
Nous avons utilisé des coins placés contre des blocs fixés aux cadres pour serrer les planches ensemble. Deux pinces courbes, visibles ici, ont été utilisées là où nous avions accès pour obtenir un ajustement serré des planches. Ce sont des pinces à tuyau courantes, mais nous les “recourbons” à chaque fois pour les adapter aux formes de la coque.
Les fixations des planches étaient des vis en bronze au silicium de 1″ × No. 10, contre-percées et bouchonnées.
Avec le bordage bien avancé, l'équipe du pont a commencé à disposer et à installer les poutres de pont en acajou du Honduras. Celles-ci avaient été laminées sur des “traps,” ou gabarits de cintrage, et vernies avant l'installation. Les poutres de pont ont été boulonnées aux étagères de poutres à l'aide de boulons de chariot en bronze au silicium de 1⁄4″. Au niveau des poutres de spur partielles, des lattes temporaires courbées les maintenaient alignées avec le cambrage du pont jusqu'à ce qu'elles soient fixées aux étagères de poutres ; des carlins permanents ont été installés plus tard.
L'ensemble de l'assemblage a été poncé et verni en préparation pour rencontrer la coque. En même temps, la coque presque bordée a également été égalisée et apprêtée en préparation pour son retournement.
Lachlan Carlson, qui est arrivé à l'école juste après le lycée, a conduit la fixation finale de la lisse, complétant l'unification de la coque et de la structure du pont. Les lisses et les premières lisses supérieures avaient été laissées de côté, pour être suspendues uniquement après que les cadres aient été boulonnés aux serre-joints.
Apprenant rapidement, Carlson avait également travaillé sur certaines des pièces les plus complexes du Dark Harbor 17 1⁄2, y compris la proue et le tableau arrière courbé et incliné (voir WoodenBoat No. 257) et a servi avec un équipage de l'École du Nord-Ouest de construction de bateaux en bois qui a terminé un Haven 12 1⁄2 au Wooden Boat Centre à Franklin, Tasmanie, avant le Festival de Bateaux en Bois d'Australie à Hobart (voir WoodenBoat No. 268). Il a depuis rejoint l'équipage restaurateur du bateau de pêche associé à John Steinbeck, WESTERN FLYER, au Port Townsend Shipwrights Co-op (voir WoodenBoat No. 267).
Nous avons intentionnellement évité que les poutres de pont touchent les têtes de cadre—quelque chose que nous avions décidé lors du lofting. Un des principaux avantages d'utiliser la combinaison de serre-joint et d'étagère de poutre est qu'aucune fixation n'est nécessaire à travers la tête de cadre et les extrémités des poutres de pont, comme c'est courant dans d'autres types de construction. Si une fixation était ajoutée là, soit le cadre, soit la poutre de pont, soit les deux risqueraient de se fissurer avec le temps, puisque les dimensions sont si petites sur un bateau comme celui-ci et que le grain de bout est si proche.
Ce serait une connexion vulnérable dès le premier jour. Avec la structure du pont en place après cinq mois de travail, 10 étudiants qui avaient peu ou pas d'expérience préalable en construction de bateaux avaient construit à la fois une nouvelle coque et un nouveau pont, séparément, puis les avaient unis.
Sean Koomen est l'instructeur principal à l'École du Nord-Ouest de construction de bateaux en bois. Il peut être contacté à [email protected].
Dans la Partie 2 de cette série, nous nous concentrerons sur la disposition et l'installation du pont en teck, le cintrage à la vapeur des côtés de la cabine et du cockpit, le façonnage des mâts, l'installation du matériel et la navigation du bateau.
Avertissement
La société offre les détails de ce navire de bonne foi, mais ne peut garantir ni assurer l'exactitude de ces informations ni garantir l'état du navire. Un acheteur doit demander à ses agents ou à ses experts d'examiner les détails que l'acheteur souhaite valider. Ce navire est proposé sous réserve de vente préalable, de changement de prix ou de retrait sans préavis.
Présenté par:
SEA Marine
États-Unis
Présenté par:
SEA Marine
États-Unis
Services
- AssuranceAssurance